The Client
This customer is a chemical manufacturing organization, who provides specialist Polyurethane chemicals to a variety of industries and businesses.
Customers Objectives
Integrity was approached by the organization’s Technical Director who was looking to secure a blended solution to ensure the reactive chemistry and mixing operations carried out were carried out in a compliant and safety-first manner.
The Solution
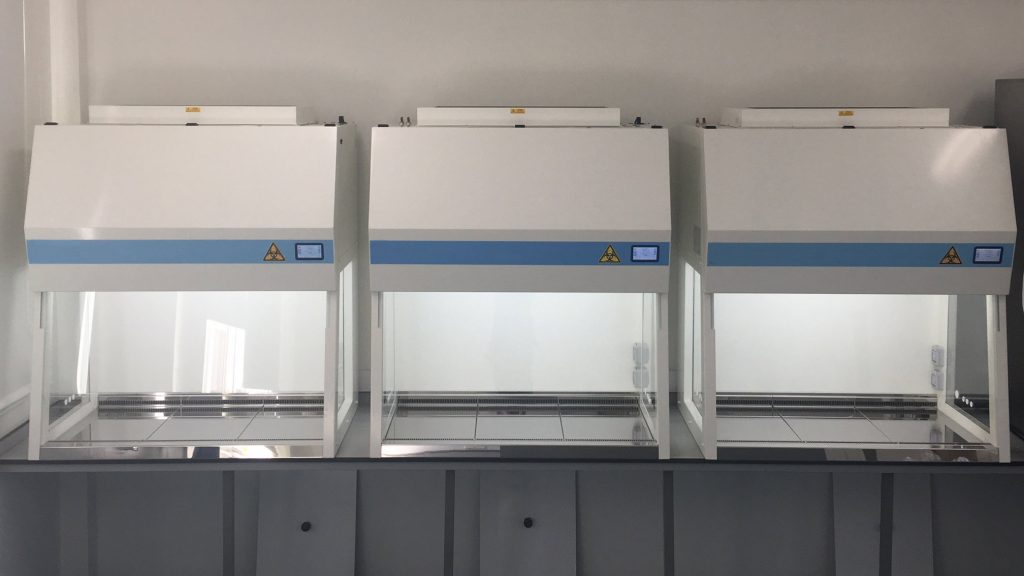
Integrity’s Ducted Fume Cabinets
4 Ducted Fume Cupboards were proposed and installed, ideally fitting the clients brief, fully complying with the company’s Health & Safety policy and providing a clean air environment for staff to perform tasks.
These fume cupboards have high chemical resistance and welded polypropylene build, with an integral spillage containment area. The work surface was produced to allow for apparatus to fit easily into the cabinet, ensuring the required safety requirements while performing Polyurethane reactions and chemical blending was fully met. The folding front glazing on the units allows full access to the working chamber also features a cable access port to allow additional equipment to be easily installed.
To ensure the safety of more complex chemical reactions an extra Ducted Fume Cupboard was also installed. A 6mm internal air chamber was coupled with a stainless steel aerodynamic front sill to allow a continuous flow of air across the work base. The unit’s low airflow alarm guarantees the lab staff a warning when carrying out tasks, alerting if the unit’s operational parameters are not being met.
Ductwork & Three Phase Fan
The Ductwork route was manufactured completely from PVC and stretched 30m from the fume cupboards, routed through the lab’s roof space and terminating through the external wall. The 3-phase electrical fan was also mounted on the outside wall utilising anti-vibration mounts, with the duct stack terminating at a safe level above the roofline.